



制造残余应力,机械应力,组织应力和热应力是造成高铬钢轧辊断裂的主要原因,良好的热处理,轧制条件和冷却可以有效防治高铬钢轧辊断裂。
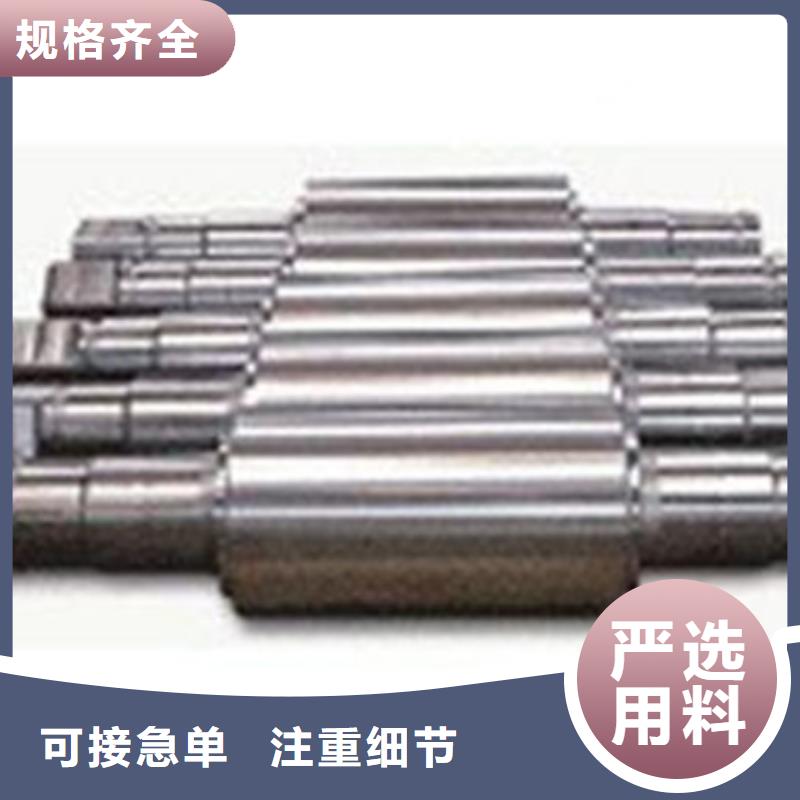
普通轧辊硬度低,耐磨性差,生产中换槽换辊次数多,产品尺寸、表面质量变化快、不稳定,而高速钢轧辊价格高,使用条件苛刻。轧辊耐磨性问题,一定程度上影响生产的作业率、成材率,制约着产能的进一步提高。特别是棒材线产能之后,表现尤为明显。
针对生产中存在的轧槽不耐磨,换槽换辊次数多,产品尺寸、表面质量变化快、不稳定等问题,我们对高硼合金复合轧辊进行了研究分析。
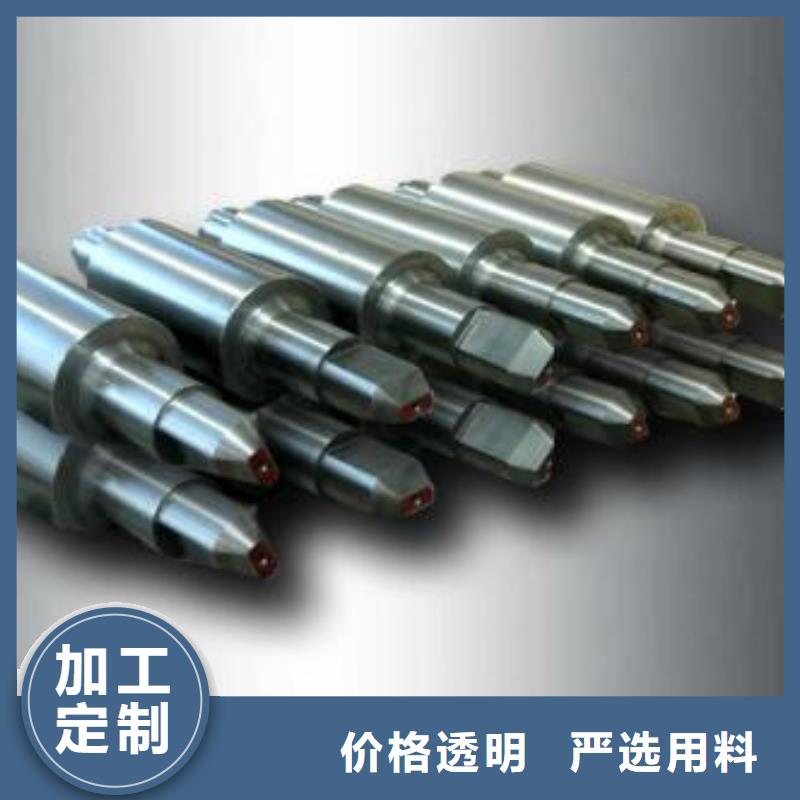
高硼复合轧辊由芯轴与辊套两部分组成,其中芯轴采用无损伤的报废轧辊,辊套采用高硼合金钢。在正常使用过程中,辊套不发生破裂、窜动、松动等现象,辊套工作层在使用中无明显硬度落差,过钢量基本一致。轧辊加工性能及使用同贝氏体基本一致,无特殊要求,单槽平均过钢量达到原来的2.5-3倍。


二是刀具的加工性能制约轧辊加工能力,通用类轧辊加工刀具硬度在HS80-85之间,与高硼钢轧辊的硬度非常接近,通用类刀具加工高硼钢轧辊会快速增加刀刃及后刀面磨损量,刀具急剧钝化,无法稳定加工。
为了解决以上问题,经过分析与实践,通过提高机床系统刚度;提高刀具性能、优化刀具几何参数、正确装夹刀具;选择合理车削用量三项措施的实施,可以实现高硼钢轧辊在普通轧辊机床上加工
轧辊产生弹性压扁时可能轧制的小板厚。在一定轧机上轧制一定的产品时,随着板带的逐渐变薄,压下越来越困难。当板带薄至某一限度后,不管如何旋紧压下螺丝或加大液压压下的压力,不管反复轧制多少道,由于轧辊产生弹性压扁而不可能再使产品变薄。这一极限厚度称为小可轧厚度。



新物通物资(青岛市分公司)是一个年轻的企业,但是我们是充满活力、积j i进取、目标高远的企业;以科技创新为基础,以品质经营为根,以优质服务为本;致力打造实用,美观、价优为一体的 冶金机械油缸、316Ti不锈钢管、注浆管、42Crmo合金钢管厂家。

热处理 锻钢轧辊根据材质和用途的不同,进行不同的热处理。
(1)中碳钢(0.35%~0.65%C)轧辊一般经正火回火或调质处理后用作热轧的初轧辊、粗轧辊和支承辊。在正火回火状态下抗拉强度500~800MPa,在调质状态下为800~1100MPa,硬度约255~325HB。铁素体不耐磨,而且其含量越高,轧辊在轧制过程中粘连程度也越大。因此热轧辊的含碳量规定不小于0.45%。合金元素含量应根据轧辊直径大小和强度要求确定,从而保证足够的强韧性。直径大的支承辊还可以使用差温热处理(支承辊热处理)),处理后的辊身硬度可达HS80。
