









不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合节能及普及的原则。不锈钢复合管于2002年标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,河道道路护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。 我公司专业生产不锈钢复合管护栏,不锈钢/碳素钢复合管,各种形状护栏钢板立柱(镀锌喷塑),以及大型防撞钢制立柱。
不锈钢复合管护栏接头焊接有一个原则: 不得在不锈钢复合管复层上采用碳钢焊条或低合金钢焊条施焊,只允许采用不锈钢焊条在碳钢基层上施焊。 不锈钢复合管和碳钢之间的互熔,是一个复杂的合金化过程,如果不锈钢复合管复层上熔焊碳钢,碳钢的焊缝金属被不锈钢母材稀释后形成中合金钢焊缝金属,在快速冷却的作用下,它必然变得硬而脆,并对冷裂极为敏感,其过渡层硬化带的厚度可达2.5mm以上,而碳钢基层上熔焊不锈钢复合管,不锈钢复合管的焊缝金属被碳钢母材少量稀释后仍是铬镍型不锈钢,只是降低了不锈钢复合管焊缝中的铬镍含量,增加了碳含量,虽易产生脆而硬的马氏体组织,但其过渡层的硬化带厚度小于lmm。
不锈钢复合管护栏焊接要领 1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜焊丝用Ф0.8~Ф1.2㎜牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min. 2.将对焊处两端磨坡口。 3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。 4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右应注意不要过份打磨否则很容易将不锈钢表层磨破露出钢管这样就需要修补加大了工作量.可在施工前先切一小段试焊熟悉一下一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。 
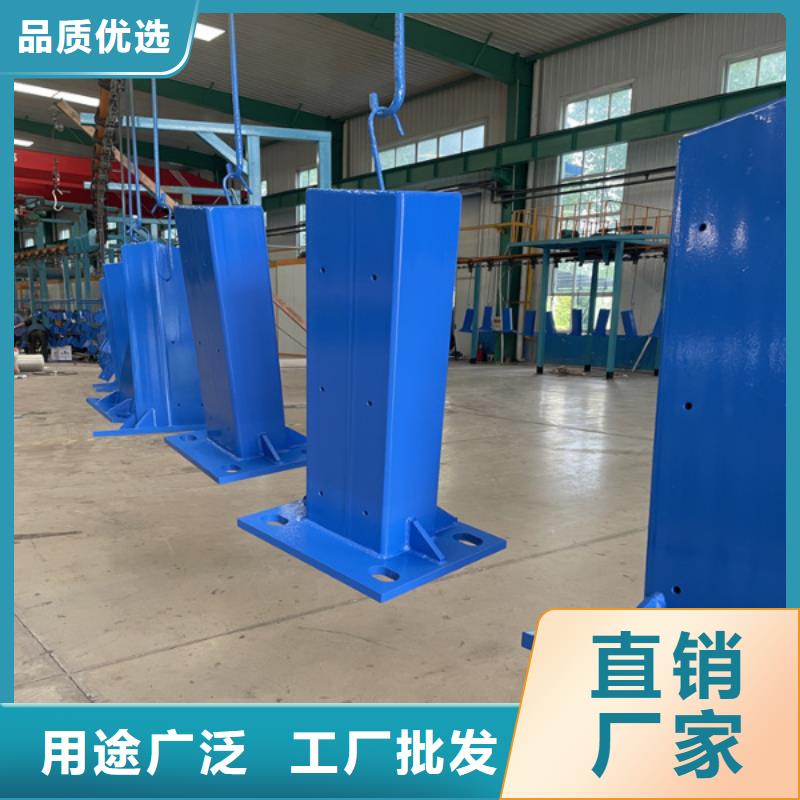
不锈钢复合管护栏的另一个重要组成部分,镀锌喷塑Q235B钢板立柱,是由Q235B钢板去除钢板表面的氧化铁,经酸洗后镀锌,镀锌完成后经表面清理,静电喷塑(涂塑),高温烤制而成,具有镀层、塑层均匀,附着力强,表面光洁,使用寿命长等优点。因而镀锌涂塑护栏的质量及寿命远远超越油漆等常规方式处理的钢管,镀锌喷塑护栏立柱还有一个优点就是可以根据客户的要求来制定任意颜色,从而制作出具有地方特色的独特不锈钢复合管护栏及护栏立柱。 桥梁栏杆设施属于大型户外使用 性举措措施、防护体系的选择要针对不同的大气环境选择不同的防护体系。聊城绿洲金属桥梁护栏公司提醒使用热浸铝+喷塑防护体系相对于热浸锌+喷塑保护系统是一种不经济的办法。 现代桥梁栏杆需要有满足防老化、抗晒、耐候等性能特点,常用的护栏的防腐措施有哪些呢,护栏的方式形式主要有电镀、热镀、喷塑、浸塑,护栏型材的防腐措施主要有一下三种: 1、浸锌护栏; 2、静电热喷处理护栏; 3、热镀锌喷涂锌钢护栏型材。
