导读 【鑫邦源】业务覆盖多元场景,提供以下产品和服务:
莱西无缝方矩管、
崂山GB/T6479-2013 化肥专用管、
即墨精密冷轧管等。
精密钢管-购买省心,
鑫邦源特钢(青岛市平度市分公司)为您提供
精密钢管-购买省心,联系人:
颜经理,电话:
【18762195566】、【18762195566】。 山东省,青岛市,平度市 1989年,撤销平度县,设立县级平度市。早在五六千年前,就有先民在此繁衍生息,“平度”作为县名已2200多年,曾是齐国在胶东半岛的政治、经济、文化中心,“田单大摆火牛阵”的历史典故发生在平度。平度市地处山东半岛咽喉地带,距青烟潍三市主城区均100千米左右,距青岛胶东国际机场12千米,是全国高速公路通车里程长的县级市。建成运行的海青铁路与德龙烟铁路和胶济铁路相连通,成为胶东半岛一条南北交通大动脉。途经平度的潍莱高铁2020年已建成通车。东北部1000平方千米原生态山区,摆布着大泽山省级森林公园、省级风景名胜区,是环保模范城市、生态示范区。
想要一睹精密钢管-购买省心产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:青岛平度精密钢管-购买省心的图文介绍


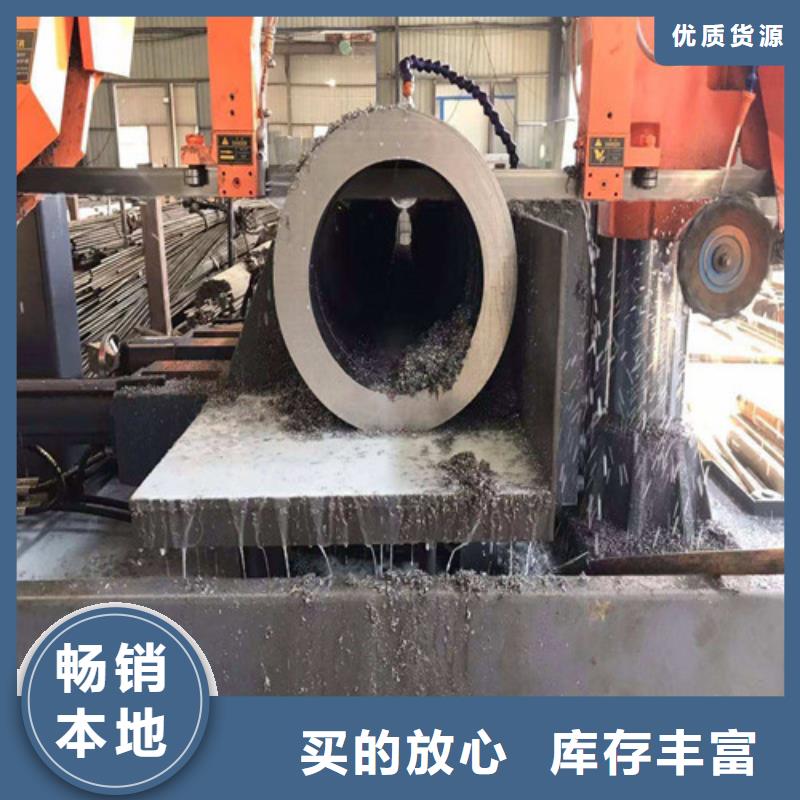
精密钢管的焊接工艺。
工艺:精密钢管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。



鑫邦源特钢(青岛市平度市分公司)以“品质优先、交货及时、诚信合作、服务完善、共铜发展”的企业文化,愿与您和您的企业一同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将一如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌! 我们以“品质优先、交货及时、诚信合作、服务完善、共同发展的企业文化,愿与您和您的企业- -同成长发展,共创美好明天。 感谢各界人士,广大客户给予的关心与支持,我司也将- -如既往的以满怀热忱与真诚的态度期待与您的合作,竭诚为您提供完善服务,敬请垂询!期待与您共创双赢、共创辉煌。


实际硬度为HRC55(高频淬火HRC58)。精密无缝钢管不要采渗碳淬火热处理工艺。调质处理后零件具有良好综合机械性能,广泛于重要结构零件,特别是那些在交变负荷下工作连杆、螺栓、齿及轴类等。 但表面硬度较低,不耐磨。可调质+表面淬火提高零件表面硬度。渗碳处理一般于表面耐磨、芯部耐冲击重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--2%,芯部一般在0.1--0.25%(特殊情况下采0.35%)。经热处理后,表面可以获得很高硬度(HRC58--62),芯部硬度低,耐冲击。 如果精密无缝钢管渗碳,淬火后芯部会现硬脆马氏体,失去渗碳处理优点。现在采渗碳工艺材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,上不多见。0.35%从来没见过实例,只在科书里有介绍。可以采调质+高频表面淬火工艺,耐磨性较渗碳略差。 GB/T699-1999标准规定45钢热处理制度为850℃正火、840℃淬火、600℃回火,达到性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J。



精密钢管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精密钢管得到非常好的保护了,对精密钢管进行除锈,在给精密钢管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精密钢管表面松动或翘起的铁锈。对精密钢管的表面进行清洗,在对精密钢管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精密钢管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
精密钢管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精密钢管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精密钢管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精密钢管焊接,从而获得稳定的精密钢管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。