


产品详细介绍
以下是:湖北省高铬合金复合耐磨钢板工厂的产品参数
导读 【多麦】以匠心打造多元场景产品,涵盖孝感Q550D钢板、鄂州耐磨400钢板、武汉耐磨钢板等。高铬合金复合耐磨钢板工厂_【多麦金属】高锰耐磨耐候钢板生产厂家(湖北省分公司),固定电话:【19963572572】,移动电话:【19963572572】,联系人:朱经理,经济技术开发区创业大厦B塔310。 湖北省 湖北省,简称“鄂”,别名楚、荆楚,中华人民共和国省级行政区,省会武汉。地处中国中部地区,东邻安徽,西连重庆,西北与陕西接壤,南接江西、湖南,北与河南毗邻,介于北纬29°01′53″—33°6′47″、东经108°21′42″—116°07′50″之间,东西长约740千米,南北宽约470千米,总面积18.59万平方千米,占中国总面积的1.94%。截至2022年12月31日,湖北省辖12个地级市、1个自治州,39个市辖区、26个县级市、37个县(其中2个自治县)、1个林区。截至2022年末,湖北省常住人口5844万人。
别再错过任何细节!花费一分钟观看高铬合金复合耐磨钢板工厂产品视频,让您的购买决策更加明智。
以下是:湖北高铬合金复合耐磨钢板工厂的图文介绍


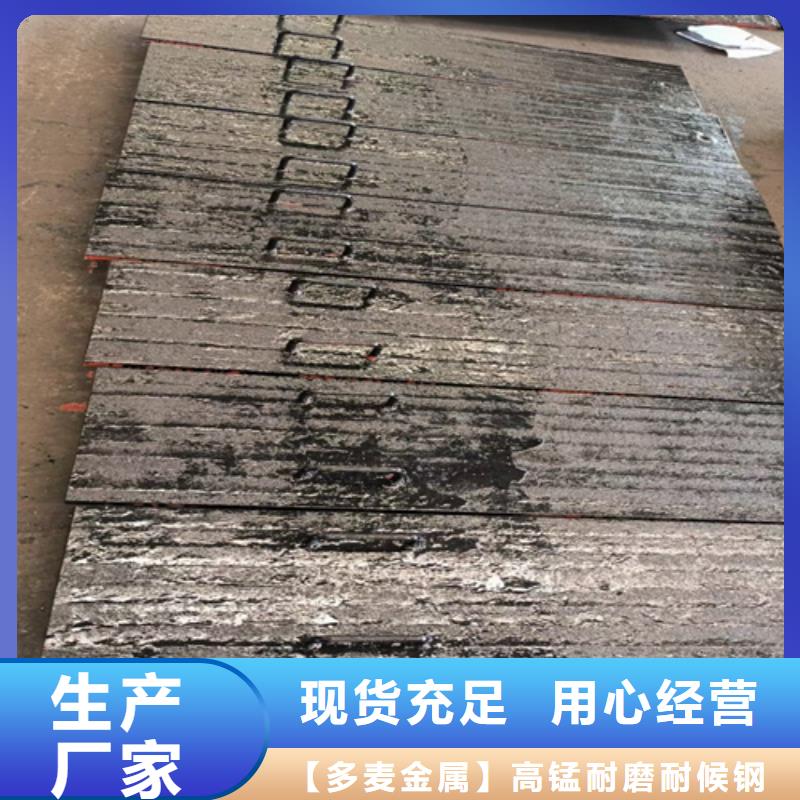
复合耐磨钢板的合金耐磨层的化学成分中碳含量达4~5%,铬含量高达25~40%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~65,碳化铬的硬度为HV1400~1800。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:(1)与低碳钢;20~25:1(2)与铸态高铬铸铁;1.5~2.5:1复合耐磨钢板的耐磨性能更好,适用于选粉机叶片,选粉机长期受各种物料粉渣的冲刷磨损,如果叶片质量不好,很容易造成叶片的磨损,导致叶片重量不一致。叶片固定螺栓松动。安装不正,产生向上或向下偏斜,很容易让叶片打坏甚至脱落,用KNM60制作的选粉机叶片,耐磨性能提高,不易损坏,降低了设备维修或更换叶片的成本。



【多麦金属】高锰耐磨耐候钢板生产厂家(湖北省分公司)坐落于经济技术开发区创业大厦B塔310,地理位置较好,交通便捷,环境优美。公司致力于将自身打造成为一个能为客户和员工提供广阔发展空间的平台!本公司主营 Q690D钢板。我们的宗旨;质量是企业的灵魂,信誉是发展的保证!为客户提供良好的服务;是我们一贯的做法,快捷的反应和专业水准的服务成为你事业成功的伙伴,欢迎来电垂询,想顾客之所想,急顾客之所急,是我们对客户诚信的保证,公司愿与您搭起一座友谊的桥梁,铸就美好的未来!


锚杆钻车的主要工作方式是钻箱沿着钻架的主体轨道做往复运动,来实现钻杆的打孔过程。钻箱在运动过程中相对于钻架主体做摩擦运动,由于钻架受偏载力,导致导向板在运动过程中受力不均匀,经常出现楔形现象。通过对导向板材料能的分析,找到影响导向板磨损过快的主要原因。1、湖北附近钻架运动钻架是锚杆钻车的主要工作机构,依靠液压泵提供的动力来推动液压油缸升降和带动钻箱旋转,实现钻杆的钻孔和锚杆的安装。钻架工作时,首先通过手动换向阀将钻架主体中的支撑柱油缸升起,支撑柱油缸带动钻架的顶板升起,将要钻孔的顶板区域保护起来,起避免巷道顶板局部垮落和稳定钻架的作用。操作第2个手动换向阀,将液压泵提供的动力供给油缸升起,液压油缸带动钻架主体向上运动,继续操作该手动换向阀,使液压油进入二级油缸来带动链传动装置中的倍增机构和钻箱向上运动,通过第3个手动换向阀实现钻箱的自动旋转,并可通过调速阀来调整钻箱的进给速度,以实现钻杆匀速的钻孔过程。其中使用到2级倍增推进机构,能够很好地解决由于顶板高度限制而钻架原始体积不能太大情况下钻孔的问题,实现了“一次成孔”。在钻架运动过程结束时,钻架主体上的润滑装置为导向板和钻架主体之间提供液压油润滑,但是少量的液压油不足以供整个轨道进行润滑,而且钻架工作的环境特别恶劣,钻杆钻孔过程中会产生的大量粉尘和煤灰不同程度附着在钻架主体表面轨道。当钻箱沿着钻架主体轨道上下运动时,导向板和钻架主体轨道之间会有大量的污染磨粒进入;同时在板和钻架主体轨道之间运动时,也会产生大量的金属磨粒,金属磨粒和污染物磨粒同时影响着钻架的导向板。大量不规则的磨粒在钻箱运动过程时会在导向板的接触表面上产生大量的凹痕和梨沟,同时也加速了导向板的磨损复合耐磨钢板。



堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、湖北送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板

总结选购高铬合金复合耐磨钢板工厂来湖北省找【多麦金属】高锰耐磨耐候钢板生产厂家(湖北省分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:朱经理-【19963572572】,地址:[经济技术开发区创业大厦B塔310]。