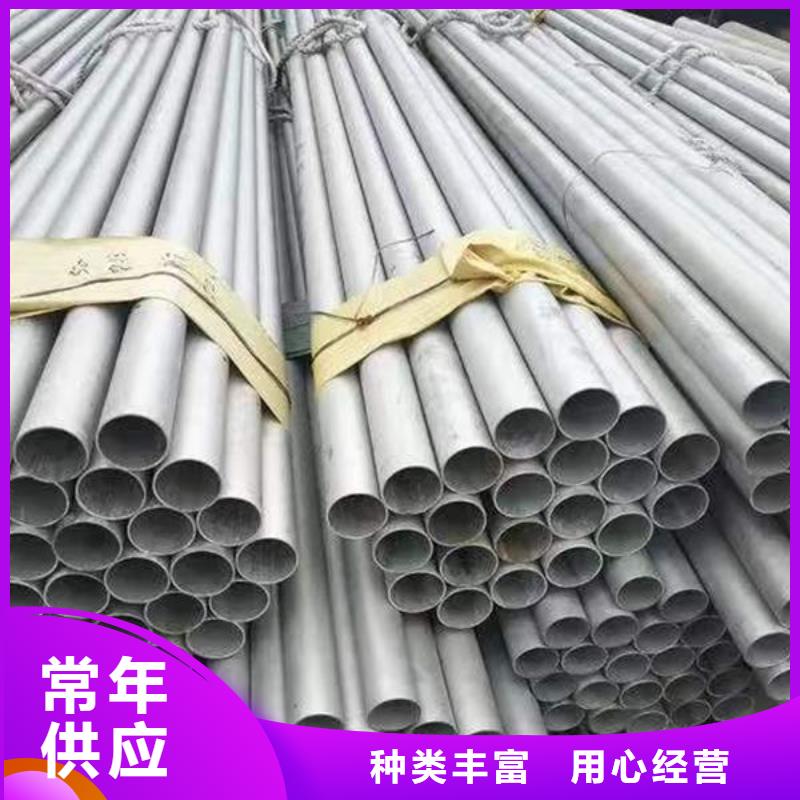






一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢钢材管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
角钢的机械性能(1)检验方法:①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。(2)性能指标:考核角钢材性能的检验项目主要为拉伸试验钢材和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。
螺旋钢管常用于流体输送和气体输送,管道经常需要埋地、水下或者架空施工,钢管易腐蚀的特性和管道的施工应用环境,决定了螺旋钢管防腐不到位的话,既影响管道使用寿命,甚至会一起环境污染、火灾、爆炸等灾难性事故。当下,几乎所有的螺旋钢管应用项目都会对管道进行防腐技术处理,以保证螺旋钢管的使用寿命和管道项目的性、环保型。螺旋钢管的防腐性能,还会影响到管道项目的经济型与维护成本。螺旋钢管的防腐工艺,根据使用用途、防腐工艺的不同,目前形成了非常成熟的防腐体系。对于螺旋钢管钢材防腐的方式选择,需要考虑应用领域、施工环境、成本预算等多个因素,如果您在采购过程中对于具体的防腐工艺有疑问,可以随时与我们沟通。