



想要更直观地了解4+4复合耐磨板生产厂家产品吗??产品视频,带你走进产品世界
以下是:湖北恩施4+4复合耐磨板生产厂家的图文介绍

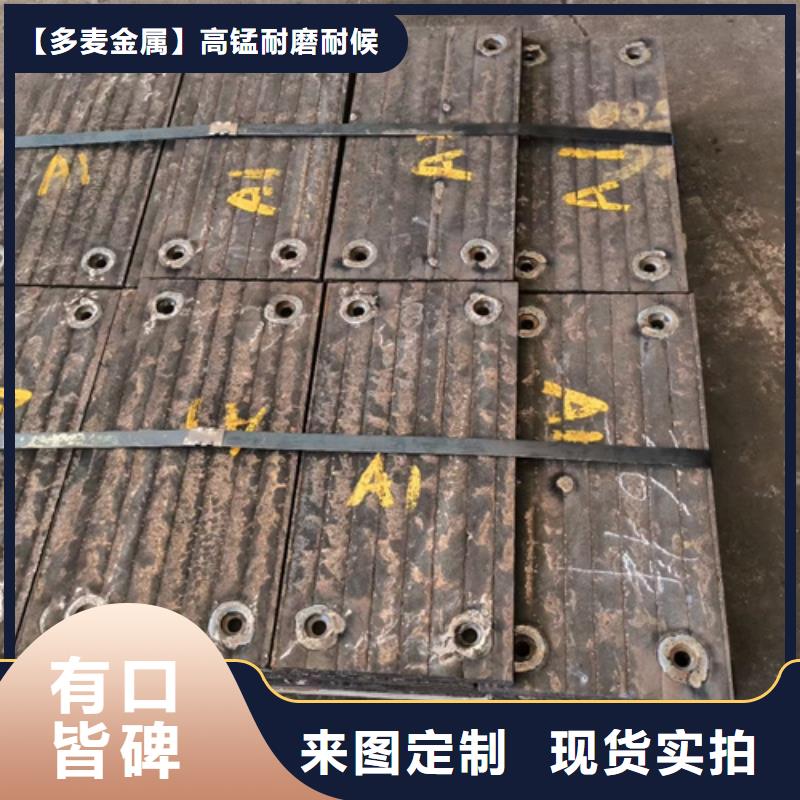
复合耐磨钢板的合金耐磨层的化学成分中碳含量达4~5%,铬含量高达25~40%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~65,碳化铬的硬度为HV1400~1800。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:(1)与低碳钢;20~25:1(2)与铸态高铬铸铁;1.5~2.5:1复合耐磨钢板的耐磨性能更好,适用于选粉机叶片,选粉机长期受各种物料粉渣的冲刷磨损,如果叶片质量不好,很容易造成叶片的磨损,导致叶片重量不一致。叶片固定螺栓松动。安装不正,产生向上或向下偏斜,很容易让叶片打坏甚至脱落,用KNM60制作的选粉机叶片,耐磨性能提高,不易损坏,降低了设备维修或更换叶片的成本。


坡口的加工:复合钢板坡口的加工方法,可根据焊接构件的尺寸、湖北恩施本地形状与本单位加工条件选用。一般有以下几种方法:1、湖北恩施本地刨削与车削。对有角度要求的坡口,可以在钢板下料后,采用刨床或刨边机对钢板边缘进行刨削;对圆形工件或钢板开坡口,可以采用车床或钢板坡口机、湖北恩施本地电动车板机等对其边缘进行车削。采用刨削与车削方法可加工各种形式的坡口。2、湖北恩施本地铲削。用风铲铲坡口或挑焊根。3、湖北恩施本地碳弧气刨。利用碳弧气刨枪对钢板坡口加工或挑焊根,与风铲相比,能劳动条件且效率较高,特别是在开U形坡口时 为显著。缺点是要用直流电源,刨割时烟雾大,应注意通风。对已加工好的坡口边缘上的油、湖北恩施本地锈、湖北恩施本地水垢等污物,焊前应 掉,以利于焊接并获得质较好的焊缝,清理时可根据污物种类及具体条件选用钢丝刷、湖北恩施本地电动或风动钢丝刷轮、湖北恩施本地气焊火焰、湖北恩施本地铲刀、湖北恩施本地锉刀等,有时要用除油剂(汽油、湖北恩施本地丙酬、湖北恩施本地四氯化碳等)清洗。复合耐磨钢板



基材及焊丝的选择3.1基材的选择复合耐磨钢板的基材要求有较好的韧性和可焊性,且价格适中。根据市场调研和分析,相对其他结构钢材料,Q23s钢含碳量适中,综合性能较好,强度、湖北恩施同城塑性和可焊性都相对较佳,所以采用Q23s碳素结构钢作为复合板的基材。由于这四种Q23s钢的屈服强度和抗拉强度一样,化学成分略有差别,考虑到成本问题,我们选用Q23sA做为复合板的基材。3.2焊丝的选择通过反复试验,我们选用北京焊博焊接材料有限公司研制的药芯焊丝D9s明弧堆焊焊丝,该焊丝熔敷金属的化学成分,其熔敷金属是Cr-Fe-C型高铬合金材料,22%~27%的铬含量和3.0%~5.0%的碳含量,可以在堆焊层中形成体积分数超过50%的Cr7C3碳化物。在合金组织中碳化物是组成物中硬和的相(碳化物的显微硬度为HV1300一1800),该堆焊层组织中存在大量的碳化物相,使得在磨损过程中磨粒的压人及摩擦受到强烈阻碍。同时,共晶组织同碳化物有适宜的强度结合,可使碳化物不易脱落,相当于在强度的基体上嵌人颗粒,尤其是在施焊过程中我们采用工艺,使碳化物的生长方向垂直于板面,因此整个堆焊层具有优良的抗磨粒磨损性能。



【多麦金属】高锰耐磨耐候钢板生产厂家(恩施市分公司)一直专注 Q690D钢板领域,是集研发、生产、销售为一体的 Q690D钢板制造企业。历经十年的创新发展与沉淀,【多麦金属】高锰耐磨耐候钢板生产厂家(恩施市分公司)赢得了业界和使用者一致认可和尊重,更铸就了公司在 Q690D钢板行业中的品牌地位。
我们的主要产品有: Q690D钢板。


管磨机中衬板复合耐磨钢板等零件直接参与粉磨作业过程,其磨损消耗量仅次于研磨体而在水泥工业中居第二位,应当争取长寿低耗,以提高综合经济效益。金属材质是首要问题。按普通规范制作的复合耐磨钢板,对于磨机衬板来说算不上优良材质,这是众所周知的。因此,磨机衬板的新材质复合耐磨钢板的研制和选择工作在国内外都有重大进展。国内近十年来至少有下列各种材质,作为磨机衬板,在生产实践中表现出较好的技术经济效果,这就是白口铸铁,高碳奥氏体锰钢,中锰球墨铸铁复合耐磨钢板。提出一种新的制造金属基粒子强化复合材料复合耐磨钢板的方法,即“喷射悬浮法”用此法铸造低铬铸铁基碳化复合材料的实验表明,碳化物粒子可较均匀的分布于基体中,复合材料的冲击韧性及抗磨性均优于其成分与复合耐磨钢板基体相同的低格铸铁。复合耐磨钢板

